重庆异型钢管厂家价格

- 面议
- 2021-03-06 13:23:02
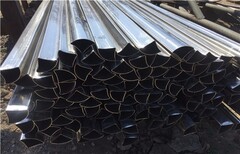
- 冷拔异型管
- 吕经理 13287598353
- 山东京久恒业钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
冷轧成型钢允许截面出现局部屈曲,从而可以充分利用杆件屈曲后的承载力;而热轧型钢不允许截面发生局部屈曲。热轧型钢和冷轧型钢残余应力产生的原因不同,所以截面上的分布也有很大差异。冷弯薄壁型钢截面上的残余应力分布是弯曲型的,而热扎型钢或焊接型钢截面上残余应力分布是薄膜型。
热轧型钢的自由扭转刚度比冷轧型钢高,所以热轧型钢的抗扭性能要优于冷轧型钢。冷拔异型无缝钢管一般材质:10# 20# 45# Q345B(16mn)20crmo。冷拔异型无缝钢管精密度比较高,比普通的拉拔钢管表面光滑,节约成本,是机械业的。
广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
- 京久
- 冷拔异型管
- 无缝钢管
- 吕经理
重庆冷拔异型管信息
-
 抚顺市香槟味佳槟供应公司招商¥ 36
抚顺市香槟味佳槟供应公司招商¥ 36 -
 美国C14520高弹性铜合金¥ 54
美国C14520高弹性铜合金¥ 54 -
 佛山水管查漏收费标准,南海测漏水,解决暗管漏水¥ 100
佛山水管查漏收费标准,南海测漏水,解决暗管漏水¥ 100 -
 防滑玻璃钢格栅玻璃钢格栅板面议
防滑玻璃钢格栅玻璃钢格栅板面议 -
 青海玉树劈裂棒工作原理土石方劈裂厂家直销面议
青海玉树劈裂棒工作原理土石方劈裂厂家直销面议 -
 邯郸营业执照_记账报税_商标注册专利申请¥ 3
邯郸营业执照_记账报税_商标注册专利申请¥ 3








